With the rise of lightweight wave, aluminum alloys are widely used in aerospace, defense, military, transportation and civil engineering projects, and are increasingly expanding in various fields. Semi-continuous vertical casting is the main casting method for casting large-size flat ingots and large-diameter round ingots. The semi-continuous (see Figure 1) is the application of material rheology to pass the alloy melt through the crystallizer. The ingot head is cast into a slab, round ingot or hollow ingot of a certain size, and is a special production equipment for billets for hot rolling or forging or extrusion production.
1. Status of semi-continuous hydraulic casting machine
Thanks to the advent of high-quality hydraulic components, low-friction hydraulic cylinders, and improved levels of automation, technical support is provided for modern high-quality hydraulic semi-continuous casting machines. The modern aluminum alloy ingot semi-continuous casting machine has the advantages of stable running of casting platform, large casting speed range, high precision, large load capacity, simple equipment structure, convenient maintenance, small mechanical wear and long service life, especially suitable for large tonnage. High quality ingot production. The hydraulic transmission casting machine is divided into an external guide type and an internal guide type according to the internal guiding and external guiding of the hydraulic head according to the starter head. The lifting actuator of the hydraulic internal semi-continuous casting machine is an internal pilot plunger cylinder with a torque limiter. The anti-rotation guide during the lifting process and the verticality during the operation of the cylinder rod are realized by the internal structure of the hydraulic cylinder. High, the bending of the ingot over the entire length can be controlled within 4mm. The standard YS/T8-1991 "Aluminum ingot hydraulic semi-continuous casting machine", which was implemented in China in June 1991, has specific requirements for the performance of this type of casting machine. More than 20 years ago, new products of advanced casting machines from domestic and foreign manufacturers have emerged. Foreign advanced casting machine manufacturers include: Wagstaff and Almex in the US, Loma in Canada, NovelisPAE in France, Thermcon in the Netherlands, Hycast in Norway and Loi in Germany. Domestic casting machine manufacturers mainly copy foreign hydraulic systems, and there are very few self-digestion and absorption improvements. In recent years, the scale of aluminum processing production has been expanding, and the demand for aluminum alloy ingots has been increasing. A large number of advanced hydraulic casting machines have been built in China, and their hydraulic systems have different designs due to different design concepts of casting machine manufacturers. With the country's demand for special alloy products, it is necessary to meet the requirements of high casting process casting machines. How to gradually digest and absorb the hydraulic system of imported casting machines and get rid of import dependence is of great significance to the gradual improvement of aluminum processing equipment.
2. Semi-continuous casting hydraulic system
The hydraulic system is a subsystem in the casting machine system, which is matched with the electronic control system, the cooling water system and the like for casting. The hydraulic system of the casting machine generally consists of a power unit, an internal hydraulic cylinder lifting speed control loop, a manual emergency lowering control loop, a flow channel and a casting platform lifting system control loop, and an auxiliary circuit (such as self-filtering). The hydraulic system is complex, and the whole hydraulic system is subdivided into several basic circuits. The layers are deeply divided into the entire hydraulic system hierarchy and subsystems. The correct and reasonable division is crucial. According to the working requirements of the casting machine, the hydraulic system action can be divided into three parts.
(1) The hydraulic control actions during non-casting are mainly divided into rapid rise, slow rise, and rapid decrease of the casting platform.
(2) The flow cell and the tilting cover lift operation are completed or terminated, and the casting flow cell lifting operation during casting or adjustment is prepared. The lifting action of the tilting cover plate matched with the casting, the horizontal and vertical position of the tilting platform is controlled by a waterproof proximity switch mounted on the mechanism. At the same time, a one-way balancing valve is installed on the tilting hydraulic cylinder to ensure the smooth tilting of the tilting hydraulic cylinder.
(3) Casting speed of casting platform during casting Hydraulic control action Casting platform lowering is the focus of casting speed control. The casting platform is lowered in the casting process by relying on the platform and the weight of the ingot. Casting can be roughly divided into three stages: the first is the initial stage of metal level filling; the second is the casting start adjustment stage; and the third is the casting stabilization stage. The initial stage of casting plays an important role in the whole casting process, and the casting speed is a gradient linkage process from slow to fast. The speed of the three stages of casting is different, and it is controlled according to the crack tendency of the alloy ingot. For example, the alloy and ingot specifications with a large tendency of cold cracking should increase the casting speed; and the alloy and casting with a large tendency of hot cracking For ingot specifications, the casting speed should be reduced. The hydraulic system is related to the control of casting speed. Therefore, the casting speed can be maximized when the hydraulic system is cast, and the speed adjustment is wide, the reaction is fast and the speed is stable. It is the core part of the hydraulic system of the casting machine.
At the same time, casting is particularly dangerous, safety is very important, so the hydraulic system should be designed with an emergency casting circuit in the casting process such as equipment or partial failure. Due to the working characteristics of the internal hydraulic cylinder, when the hydraulic component of the casting circuit fails, the hydraulic cylinder will continue to be controlled to decrease at the set speed. The emergency casting circuit is used in the extreme case when the casting circuit control valve fails. Used to ensure that the casting platform does not stop when casting. The emergency casting circuit consists of a manual ball valve and a speed control valve. The emergency control valve frame is generally arranged near the casting well or the operating table to facilitate on-site personnel operation.
3.Comparative analysis of three casting speed hydraulic control circuits
Casting machine casting speed control is the key point of the whole casting machine. It is necessary to systematically design the control method according to the casting process characteristics and related matching technology. According to the design, there are closed-loop control and open-loop control.
The casting speed is an open-loop electro-hydraulic control system, and the output of the control cannot be detected and fed back. The casting speed is set by the potentiometer, and the speed fluctuation is large. The whole system has poor followability and stability, and it is difficult to find out if an oil leakage occurs. Defects such as warpage, suspension, cold separation, bottom crack, aluminum leakage and even slag inclusion in the ingot are closely related to the precision of casting speed control. Open loop control, the operator can only manually adjust the casting speed of the casting process, the operator's experience and skills directly affect the casting success rate and quality.
The casting speed is a closed-loop electro-hydraulic control system. As the control core, PLC controls the hydraulic system to drive the casting machine to run according to the specified casting process. There are reliable interlock protection and strict sequence control between each action. Interlock protection is implemented during the casting process. When the casting speed changes, it will cause the change of the flow rate of the aluminum liquid. For this reason, the aluminum liquid flow rate during the normal casting is ensured by automatically adjusting the flow rate of the aluminum liquid at the outlet of the tilting furnace, and the tilting furnace is prohibited from tilting when the casting preparation process is not completed. In order to avoid misuse and safety accidents.
The following three closed-loop casting speed hydraulic control circuits are described below.
(1) Hydraulic control loop based on electro-hydraulic closed-loop proportional casting speed As shown in Fig. 2, the hydraulic pump adopts a variable displacement piston pump, which can automatically adjust the output flow of the pump according to the change of the external load, and is used to adapt to the internal hydraulic cylinder and distribution. The characteristics of the flow change caused by the flow cell lift hydraulic cylinder and the casting platform lift hydraulic cylinder during the switching work are large. The no-load rapid rise power of the casting platform is satisfied by the low-pressure large-flow quantitative pump. The rest of the work hydraulic pump configuration uses a one-use form, the dual pump can work at the same time. When entering the normal casting process, the hydraulic pump does not operate. The front end of the speed control circuit is equipped with the closed-loop proportional directional valve of BoschRexroth, Germany. This type of valve has temperature compensation and pressure compensation function, and is equipped with a proportional amplification board to amplify the signal from the system. After the treatment, the adjustment of the proportional electromagnet is realized, and the flow increase, decrease, and stable control are completed. The closed-loop proportional valve is reversed to the casting position, and the oil in the cylinder is returned to the tank through the closed-loop proportional valve, and the platform is slowly lowered. The descending speed is determined by the opening degree of the closed-loop proportional valve fed back by the volumetric gear hydraulic flowmeter and the casting aluminum alloy liquid level detection condition. However, when the closed-loop proportional valve is cast, the valve spool moves frequently, resulting in a high failure rate. The proportional valve is prone to zero drift. The displacement sensor needs timing calibration. For example, the German BoschRexroth and other manufacturers have a long calibration cycle.
(2) Casting speed hydraulic control circuit based on stepping motor control flow valve opening degree As shown in Fig. 3, the system power is two quantitative pumps, double linkage, that is, one motor drives two pumps at the same time. When casting, the pump stops and the casting platform descends. The casting speed is realized by the stepping motor opening the valve opening degree in the PLC program control loop, and the screw flow meter and the casting liquid surface laser detector are set as closed loop feedback. The circuit has high reliability and low failure rate.
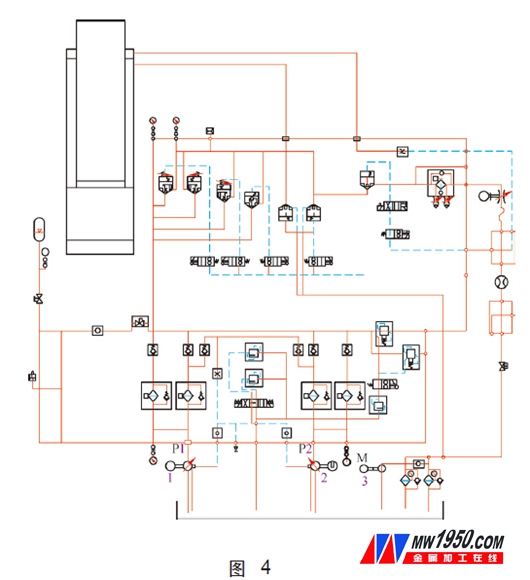
(3) The casting speed hydraulic control circuit based on the speed control integrated valve is shown in Figure 4. The hydraulic pump uses a variable displacement piston pump. The circuit is a closed loop flow regulation. The feedback device is a mass flow meter, a speed integrated valve and its control. The system integrates the valve, servo motor and controller to realize the action speed and position control of the valve, and solve the problems of precise positioning of the valve, flexible switch of the valve, determination of the limit position, protection of the motor and isolation of the analog signal. The speed control loop valve with pressure and temperature compensation and the speed control loop composed of mass flow meter are selected in the casting circuit. It has high manufacturing precision and is not affected by pressure changes. It can be in the working pressure range of 0~35MPa. The working accuracy is 2‰, which can ensure the speed control precision within the casting process is less than 1%, which fully guarantees the stability of the casting process. At the same time, the closed-loop control system composed of PLC ensures the timely and stable speed adjustment. The loop system uses a mass flow meter and a speed control integrated valve to ensure the accuracy of the hydraulic oil flow measurement during the casting process, ensure the casting speed control accuracy, and has high reliability.
About the author: Shan Liuguang, Southwest Aluminum (Group) Co., Ltd.