(2) Hot Stamping Transfer The hot stamping transfer technology consists of two steps of making a transfer mold and hot stamping transfer. The manufacturing of the transfer mold is based on a roll-mold hologram produced by a precision mold press and is completed by a laminator. First, a layer of release material and a layer of base material need to be laminated on the surface of the base of the embossed hologram. In general, the release layer material should be a resin with release, moldability, and adhesive properties. The base material is usually PET. Then, an adhesive layer is applied on the metal reflective layer of the embossed hologram, and a thermosetting resin with special properties is generally used for this layer of material. The entire transfer film structure is shown in FIG.
Hot stamping transfer is completed by special equipment. Its working process is: using photoelectric positioning device, the hologram on the transfer film and the transferred material are recombined and accurately positioned. Then, the heated metal mold is punched downward to bond the thermosetting resin and the transferred material together, while separating the lower portion of the release layer from the substrate. Figure 6 shows the schematic of the transfer process.
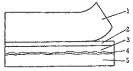
Figure 5 transfer film structure
1-Base 2 - release layer 3 - hologram layer 4 - metal reflective layer 5 - adhesive layer
Figure 7 shows the working process of a hot stamping machine.
In this way, an organic combination of holograms, electroformed metal stencils, embossing replication and hot stamping transfer forms a highly efficient, large-scale, molded holographic product line.
There are mainly two types of transfer machines, the flat pressure type and the roller type. The working principle is shown in Figure 8.
Regardless of the model used, the transfer process should be completed within about 1 second at a temperature of 100 to 200 oC. Roller-type transfer machines are mainly used in high-volume reproduction applications.
Precautions for transferring holographic foil to wrapping paper:
Figure 6 Transfer Working Principle
1- Heating film 2-transfer film 3-Transfer material 4-PET substrate 5- Release layer, hologram 6-Adhesion layer
(1) The choice of paper should use coated paper with a smooth surface. The coating contains ingredients such as pulp, clay, calcium carbonate, and titanium dioxide. The paper coated with the above coating is pressed through a roller compactor heated to 240-270 oC (this drum is usually made of cadmium, about 2.44 m in diameter, The surface is highly polished). The treated paper has a smooth, glossy surface and retains the pores of the paper. In the hot stamping process, the gas between the paper and the foil must be drained, otherwise the hologram will foam, it is not easy to fall off from the back of the load, and it is not easy to stick on the paper, so it is important to exclude the air bubbles.
(2) Hot Stamping Machine To ensure stamping efficiency and quality, an accurate control system for driving the holographic foil is required. A low power laser is usually used in conjunction with the microprocessor to achieve alignment.
Even if the holograms on the foil are arranged irregularly and unequally, the hologram alignment stamper can be accurately placed in place. The alignment marks are small triangles that are made on the foil roll with the hologram when the hologram is molded.
Figure 7 Working principle of hot stamping equipment
1-Packing 2-embossing hologram 3-Take rollers 4-Metal stamping die
A holographic hot stamping die activates the adhesive film and sticks the foil to the paper. The internal heating element has a power of about 5KW. The stamper has better thermal conductivity and uniform distribution. It is usually made of brass and has a highly polished surface. To prevent the surface from being corroded by air at high temperatures, a process has been developed in brass. The surface is coated with a protective film, which also makes the heat distribution more uniform.
Figure 8 type of transfer machine
1-Hot Plate 2-Stencil 3-Transfer foil 4-Transferred Material 5-Workbench
Disposable transmission/reflection molded hologram
The imaging principle of the See Though Holograms is shown in Figure 9. The working original functional layer B as a hologram in the figure is a high-refractive-index dielectric layer, which forms a LH monolayer film with a paper refractive index and a protective layer A. Using a traditional hot press process, high quality relief holograms can be formed on this composite material. The second step of the process is to apply a layer of clear glue on the back of the embossed hologram. The film pressure hologram thus formed does not require aluminum plating, and a bright and clear reproduction image can be observed over a wide range of angles in the transmission and reflection directions.
Fig. 9 Transmission/reflection hologram imaging principleFig. 10 Transmission/reflection holography transmission imaging
In FIG. 9, a transmission/reflection hologram is attached to a commercial product with a printed pattern on the surface. Within the ±1st order diffraction range of the hologram, a rainbow holographic image formed by the light beam 2 can be observed and formed by the light beam 3. A 2D/3D image consisting of a background pattern; while outside the diffraction range of the hologram, a clear print pattern on the substrate can still be seen although no hologram reproduction image is observed. When the printed pattern of the substrate and the reproduced image of the hologram match each other, a unique artistic effect can be achieved. If the transmission/reflection hologram is adhered to a transparent object such as a glass container in the manner of FIG. 10, a bright transparent image (virtual or real) of the hologram can be observed through the window.
The key to the manufacture of transmissive/reflective molded holograms is the rational selection of material combinations for A/B film systems. For the protective layer, the material is required to have good transparency, film formation, abrasion resistance and physical and chemical stability; besides having good thermal plasticity of the functional layer, the most important point is that the A/B film system is required to refract Satisfaction (r=n1/n2) has a larger value. In principle, the larger the value of r, the brighter the diffraction image, and the greater the range of holographic images and background patterns that can be observed simultaneously.
In addition to the effect of the transmission/reflection hologram to produce a wide-angle hologram/printed composite image, one of its greater advantages lies in the reliable anti-counterfeiting performance, the proper composition of the A/B film system, or the transformation of a single-layer LH film into a Multi-membrane systems can produce truly one-time use, which is completely unreplicable. In this sense, transmissive/reflective molded holograms will be a new generation of holographic anti-counterfeit products.
Source: Graphic Arts Perspective