(III) Control Points of Production Process (1) The material to be pressed is installed before loading and pressing so that the hologram pattern is located at the center of the film. For unsatisfactory materials, such as coil eccentricity, loose, etc., must be re-processed before they can be on the machine, otherwise affect the synchronization adjustment.
(2) The cutting and installation of stencil and plate holographic metal stencils are extremely important to the press production, and to a large extent determine the quality of the embossed hologram. First of all, according to the actual pattern cutting metal stencil, the flat pressure area should not exceed 10cm × 10cm; the rolling should ensure that the size of the plate to meet the required size. If the cutting edge is not smooth and smooth, it can be polished with fine sandpaper to prevent damage to the roller. Then measure the stencil thickness with at least three measurement points on each side. Unsuitable templates cannot be brought on board. When loading the plate, the stencil should be installed in the center of the mold press as much as possible to facilitate uniform pressure adjustment. Make sure there are no foreign objects between the mold roller and the stencil. For roll loading, it should not be too loose or too tight, otherwise the template may be easily deformed or cracked.
(3) Temperature setting The molding temperature should be set according to the type of raw material, pressure, and production process speed. If the temperature is too high, the raw material is easily deformed and the aluminum powder easily falls off; if the temperature is too low, the molded image is not clear and complete.
The high elasticity of the polyester film is about 150 oC, and the PVC dura mater has the best molding quality at 70-150 oC. The holographic embossing film is similar to the polyester film in the molding processing conditions, and the raw material thickness is generally between 30 and 50 μm. Therefore, it is better to set the temperature of the rolling pressure roller at about 100 oC, and the temperature of the molding roller is about 150 oC.
(4) Tension and pressure For the molded web, the tension of the unwinding and winding is adjusted before the molding so that the film is not stretched so that the product can be pressed flatly. Under normal circumstances, when the initial unwinding and rewinding, if the tension is too large, the winding is easy to wrinkle, resulting in "burst" and other phenomena; if the tension is too small, the winding is not smooth, but also easy to produce wrinkles.
The pressure should be based on the type of raw material, the molding temperature and the template. The pressure is too high, the template is easily damaged, and the aluminum powder falls off; the pressure is too low and the molded image is not clear and complete. For a round press, the pressure on both sides of the pressure roller is generally about 68947Pa. After the start of molding, slowly and evenly increase the pressure roller pressure at 0.34 ~ 0.41MPa more complete.
(5) Synchronization adjustment Synchronization adjustment is important for quality assurance in hologram products. If the molding equipment does not have an automatic adjustment device, the molded image should be carefully checked after the molding is started, and the synchronization device should be adjusted to the mold pressure synchronization in small increments. During the production process, constant adjustments should be made to keep the molding pressure synchronized.
(6) Other thermoplastic materials will generate a large amount of static electricity in the process of processing, which will absorb dust and affect the life of molding quality. At the same time, the molding machine is operated under high temperature and high pressure, and the dust is extremely harmful to the machine body. Therefore, the molding workshop needs to be dust-free, and the dry humidity is suitable. After the shutdown, the dust cover should be covered and regular maintenance should be performed regularly.
(4) Postpress Processing
The stamped and replicated hologram can be directly applied (for example, as a handicraft) on some occasions after it has been sheathed and appropriately trimmed. However, if it is to be applied on a large scale to a surface of an object (for example, as a security cover for a book cover or a document), it is inefficient to paste it by hand. The hot stamping transfer technology developed in recent years has effectively solved the above problems. Using hot stamping transfer technology, the hologram can be transferred to paper, fabric, metal, ceramic or other plastic materials with high efficiency by mechanical operation, which is convenient for labor saving and quality assurance.
1. Evaporated reflective layer
In order to make the embossed holographic image easier to view under white light, a layer of aluminum film is coated on the PET film of the embossed rainbow hologram to form a reflection layer, and the colorful hologram can be clearly seen by the reverse sealing effect of aluminum on the light. Image, this is a reflective holographic logo.
Vacuum aluminum plating in the plating tank. Under high vacuum conditions, the aluminum filaments are atomized and deposited on the PET film, and the thickness of the plating layer is generally 40-50 nm.
If no inorganic compound, such as oxides or sulfides, is used instead of aluminum, a holographic image can be seen at a certain angle by forming a reflective layer by vacuum evaporation, and only the underlying print can be seen at other positions. This is a transparent hologram. Identification.
2. Transfer printing
Transfer is an indirect method of copying an image on an object by means of a transfer material with a holographic image, and is mainly applicable to occasions where a large number of holographic products need to be reproduced. This is a commonly used copying method. There are generally two methods of transfer printing, namely, adhesive labeling and hot stamping.
(1) Self-adhesive stamping The legally imprinted, aluminized coiled holographic image should be easily separated and transferred one by one to apply to different products to complete the reproduction of the holographic product. A layer of pressure sensitive can be applied to the aluminum layer. The glue and composite release paper (release paper) can be affixed to the product after die cutting. This is the pasting-type copy hologram. The basic composition is shown in Figure 3.
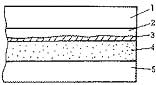
Fig. 3 Composition of a fitting replica hologram
1-Substrate 2 - Diffraction Layer 3 - Reflection Layer 4 - Adhesive Layer 5 - Peeling Layer
The equipment for completing the coating of the adhesive layer and the release paper composite is shown in FIG. 4 .
Figure 4 working principle of coating and laminating machine
1- release paper roll 2, 4-composite roll 3 - wind up 5 - dry 6 - coat 7-PET hologram 8 - unwind
(to be continued)